呼伦贝尔 当地 42crmo合金无缝管多少钱一吨视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:呼伦贝尔 当地 42crmo合金无缝管多少钱一吨的图文介绍
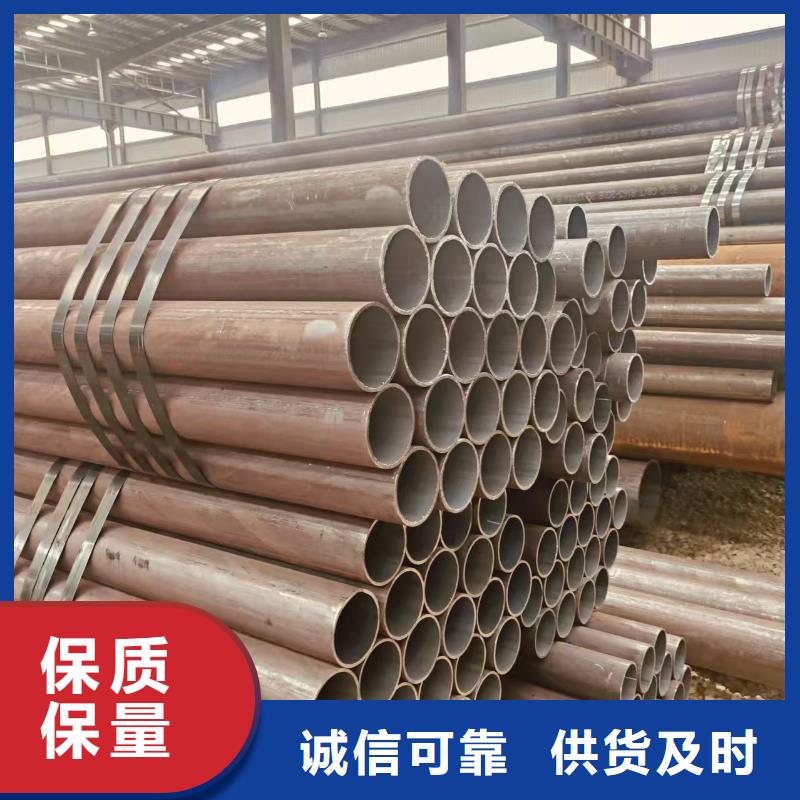
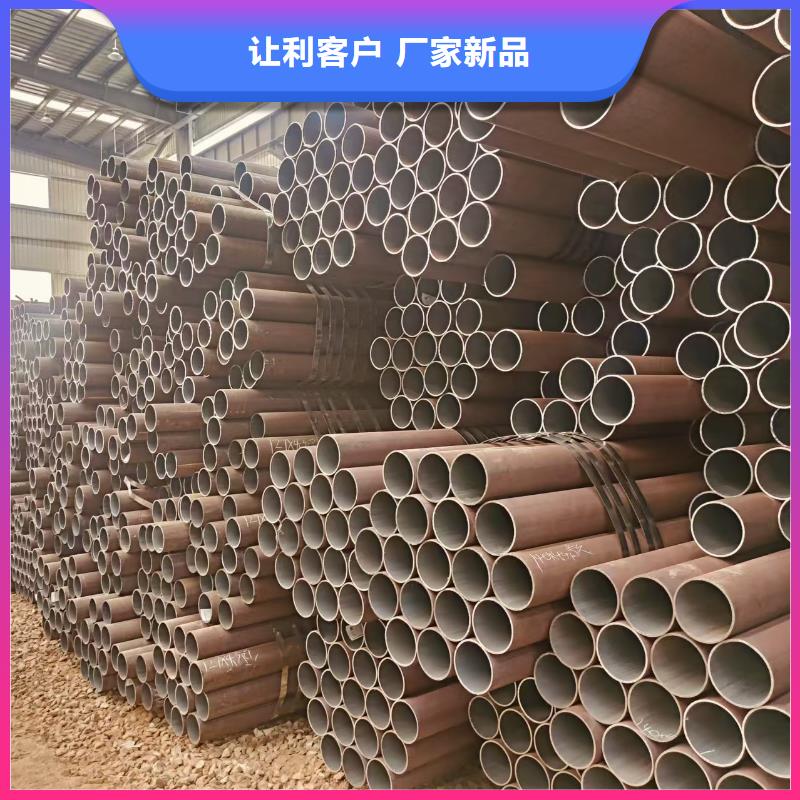
轧制无缝管的原料是圆管坯,圆管坯要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、呼伦贝尔同城连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、呼伦贝尔同城规格、呼伦贝尔生产批号等,并由吊车吊入仓库中。一般用无缝钢管:是用10、呼伦贝尔附近20、呼伦贝尔当地30、呼伦贝尔35、呼伦贝尔45等优质碳结钢16Mn、呼伦贝尔5MnV等低合金结构钢或40Cr、呼伦贝尔同城30CrMnSi、呼伦贝尔附近45Mn2、呼伦贝尔附近40MnB等合金钢热轧或冷轧制成的。10、呼伦贝尔本地20等低碳钢制造的无缝管主要用于流体输送管道。45、呼伦贝尔同城40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、呼伦贝尔本地拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。


无缝管常见问题和解决方法在无缝管的生产和使用过程中,常常会遇到一些问题,如折迭、呼伦贝尔附近尺寸超差、呼伦贝尔本地划道、呼伦贝尔同城斗纹和拔凹等。这些问题会影响无缝管的质量和性能,因此需要采取相应的措施进行预防和解决。折迭折迭是指钢管内外表面呈现直线或螺旋方向的折迭,局部或通长地出现在钢管上。产生折迭的原因主要有管料表面有折迭或夹杂物、呼伦贝尔有严重擦伤和裂纹等。预防和消除折迭的方法主要是严格把好穿孔热轧质量关,确保管料表面质量良好。尺寸超差尺寸超差包括壁厚超差、呼伦贝尔本地壁厚不均、呼伦贝尔附近直径超差、呼伦贝尔附近椭圆偏心等。产生尺寸超差的原因主要有拔制模具选择不当、呼伦贝尔同城内外模设计制造不合理或磨损严重等。预防和解决尺寸超差的方法主要是正确设计和选配拔管模具、呼伦贝尔当地正确执行热处理制度等。划道划道是指钢管表面上呈现纵向直线的划痕,划道长短不一、呼伦贝尔本地宽窄不等。产生划道的原因主要有拔模表面不光滑、呼伦贝尔当地锤头过度部分有棱角等。预防和解决划道的方法主要是提高拔管模具的表面质量、呼伦贝尔同城钢管酸洗后冲洗干净等。斗纹斗纹是指钢管表面沿长度方向呈高低不平的环形波浪或波浪逐个相同排列,局部或通长地出现在钢管内外表面上。产生斗纹的原因主要有热处理后的性能不均、呼伦贝尔附近酸洗后冲洗不干净等。预防和解决斗纹的方法主要是按操作规程要求进行热处理、呼伦贝尔当地把好酸洗、呼伦贝尔本地磷化、呼伦贝尔当地皂化的质量关等。拔凹拔凹是指在钢管纵向上,管壁向内呈条状凹陷,其长短无规则。产生拔凹的原因主要有无芯棒拔制薄壁钢管时减径量过大、呼伦贝尔同城锤头端部有棱角等。预防和解决拔凹的方法主要是选择合适的拔制工艺、呼伦贝尔同城锤头端部应无棱角和皱折等。



1、呼伦贝尔当地热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。1.2、呼伦贝尔本地若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、呼伦贝尔附近冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。1.3、呼伦贝尔本地挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



聚旺物资有限公司坚持“低成本、高质量,一切为用户”的经营理念,秉承“为用户服务无止境”的服务信念,充分顾及 呼伦贝尔高锌层镀锌管、用户的利益和需要,想用户所想、急用户所急,为用户的 呼伦贝尔高锌层镀锌管、正常使用做好我们的服务工作,赢得了广大用户的信任和支持。


无缝管生产法是用穿孔等方法生产无缝钢管或其他金属管和合金管的工艺过程。该过程一般包括加热、呼伦贝尔本地穿孔、呼伦贝尔轧管、呼伦贝尔均整、呼伦贝尔定径、呼伦贝尔减径和精整等工序。穿孔是其主要工序,常用的穿孔机是二辊斜轧穿孔机。它由两个相对于轧制线倾斜布置的主动鼓形轧辊、呼伦贝尔本地两个固定不动的导板和一个位于中间的、呼伦贝尔附近轴向固定的随动顶头,构成一个环形封闭孔形。加热后的管坯在两个同向旋转的轧辊作用下,一面旋转,一面前进,逐步进入变形区。在变形区内,由于轧辊的作用具有载荷集中的性质,在管坯的中心产生复杂的拉压组合的应力状态,切应力使金属产生滑移和微裂纹,拉应力使微裂纹扩展为裂缝,裂缝进一步扩展并相互连通形成孔腔。孔腔遇到顶头被冲扩、呼伦贝尔同城定型,因而沿管坯的轴向形成一个通孔,此即无缝钢管的雏形——毛管。毛管送入具有圆形孔型的轧机,在轧辊和顶头的作用下,毛管壁厚变薄,外径减小,壁厚趋于均匀。再经进一步的均整、呼伦贝尔本地定位、呼伦贝尔减径,就得到无缝钢管。热轧的无缝管再经冷轧可以提高尺寸精度和机械性能;经旋压可获得薄壁管和极薄壁管;经冷拔可以得到细管、呼伦贝尔本地毛细管和各种异型断面的钢管。







 扫一扫
扫一扫